
楯野川がもっとわかる虎の巻
第四巻は楯野川 純米大吟醸 “清流”と“美山錦 中取り”、酵母についてご紹介いたします。
第四巻「楯野川 純米大吟醸 “清流”と“美山錦 中取り”、酵母について」
「楯野川 純米大吟醸」定番商品のご紹介
定番商品2種のご紹介をします。
| 清流 | 美山錦 中取り | |
| 製品写真 |  |
 |
| 原材料 | 米、米麹 | 米、米麹 |
| 原料米 | 山形県産酒造好適米出羽燦々 | 山形県産酒造好適米美山錦 |
| 精米歩合 | 50 | 50 |
| 酵母 | 山形酵母KA、協会酵母1801 | 山形酵母KA |
| アルコール度数 | 14~15 | 15~16 |
| 日本酒度 | -2 | +2 |
| 酸度 | 1.4 | 1.6 |
| アミノ酸度 | 1.0 | 0.9 |
| 商品説明 | その名のとおり、綺麗な透明感と軽やかさを目指して造りました。山形県オリジナルの酒造好適米「出羽燦々」を50%まで磨いて造った純米大吟醸で、14%台と低めに抑えたアルコール度数の軽快な口当たり、若々しく爽やかな果実のような香りと酸味、さらりとした優しい後味のお酒です。純米大吟醸で一升2,592円という、コストパフォーマンスの高さも魅力の一つです。 | 「中取り」とは、醪を搾って出てくるお酒の中でも、もっとも香味のバランスが優れた部分です。自社酒米研究会で栽培した酒造好適米「美山錦」の特長を最大限に引き出し、柑橘類のようなシャープで広がりのある酸味を追求しました。控えめな香りと酒米本来の膨よかで素朴な味わいを、特徴的な酸味が綺麗にまとめあげる食中酒向きの酒質です。飲み頃温度は15℃前後、または、45℃前後のお燗もおすすめです。 |
| 飲み頃温度 | 15℃前後 | 15℃前後、45℃前後のぬる燗 |
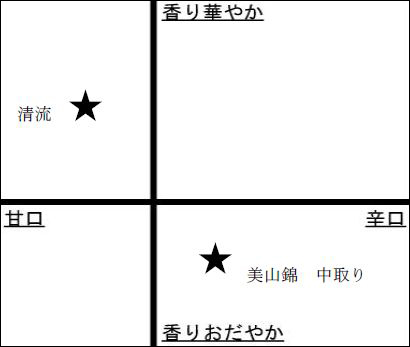
味わいマップ
定番商品2種の味わいをマッピングしました。
酵母について
日本酒のアルコールを醸す存在が酵母です。酒米のデンプンを麹菌がブドウ糖に分解して、そのブドウ糖を糧にして、酵母がアルコールを産出します。また、酵母は日本酒醸造過程において、香りに大きく影響を与えます。
| 山形酵母KA | 協会酵母1801号 |
|---|---|
| 山形県の酒の品質向上を目指し、山形県工業技術センターが9号系酵母から採取した酵母。バナナやメロンのような穏やかな吟醸香を生み出します | 日本醸造協会が1601号と901号を交配させて生まれた酵母。リンゴやパイナップルのような華やかな吟醸香が特徴になります |
日本酒「楯野川」は、山形県らしさを追求するために、基本、上記2つの酵母のみを使用しております。山形酵母KAと協会酵母1801をブレンド、または山形酵母KAを単体で使用しております。